


-
-
-
Tổng tiền thanh toán:
-
Hướng dẫn sử dụng bộ điều khiển Shanlong S100
Tuesday,
20/10/2020
Đăng bởi CNC Việt Hàn
HƯỚNG DẪN SỬ DỤNG
(BỘ ĐIỀU KHIỂN S100/Cs1030)


I. CÁC PHÍM CƠ BẢN
1. Các phím và chức năng
 : Sét tọa độ XY về “0” hoặc chọn số 1
: Sét tọa độ XY về “0” hoặc chọn số 1
 : Chọn số 2.
: Chọn số 2.
 : Di chuyển trục Y theo chiều “+” hoắc chọn số 3.
: Di chuyển trục Y theo chiều “+” hoắc chọn số 3.
 : Di chuyển trục Z theo chiều “+” hoặc chọn số 4.
: Di chuyển trục Z theo chiều “+” hoặc chọn số 4.
 : Sét tọa độ Z về “0” hoặc chọn số 5.
: Sét tọa độ Z về “0” hoặc chọn số 5.
 :Di chuyển trục Y theo chiều “-“ hoặc chọn số 6
:Di chuyển trục Y theo chiều “-“ hoặc chọn số 6
 : Tốc độ nhanh hay chậm hoặc chọn số 7.
: Tốc độ nhanh hay chậm hoặc chọn số 7.
 :Di chuyển trục X theo chiều “-“ hoặc chọn số 8.
:Di chuyển trục X theo chiều “-“ hoặc chọn số 8.
 : Di chuyển trục Z “-“ hoặc số 9 .
: Di chuyển trục Z “-“ hoặc số 9 .
 : Di chuyển trục Y theo chiều “-“ hoặc số 0.
: Di chuyển trục Y theo chiều “-“ hoặc số 0.
 : Menu chính.
: Menu chính.
 : Về gốc máy hoặc dấu “-“.
: Về gốc máy hoặc dấu “-“.
 : về tâm vật liệu hoặc dấu “.”
: về tâm vật liệu hoặc dấu “.”
 :Chạy, tắt củ đục hoặc xóa.
:Chạy, tắt củ đục hoặc xóa.
 : Chạy nâng cao.
: Chạy nâng cao.
 : Chạy “RUN”, tạm dừng.
: Chạy “RUN”, tạm dừng.
 :Chọn chế độ chạy bằng tay “liên tục” hoặc “bước” hoặc “bước theo người đặt”.
:Chọn chế độ chạy bằng tay “liên tục” hoặc “bước” hoặc “bước theo người đặt”.
 : Phím kết hợp.
: Phím kết hợp.
 : Phím thoát hoạc dừng máy.
: Phím thoát hoạc dừng máy.
 : Phím chấp nhận.
: Phím chấp nhận.
2.Các tổ hợp phím
 : Chạy tiếp từ điểm dừng máy.
: Chạy tiếp từ điểm dừng máy.
 : Tăng giảm tốc độ chạy trục chính, tăng giảm tốc độ củ đục từ 1% đến 100%.
: Tăng giảm tốc độ chạy trục chính, tăng giảm tốc độ củ đục từ 1% đến 100%.
 : Chuyển sang tọa độ của phôi.
: Chuyển sang tọa độ của phôi.
II. CÁC BƯỚC VẬN HÀNH MÁY
1.Khởi động máy
Bật CB trong tủ điện lên, ấn nút nguồn khởi động, mở nút dừng khẩn để hệ thống được cấp điện sẵn sàng hoạt động.
Khi được cấp điện bộ điều khiển khởi động như hình.
Bộ điều khiển khởi động xong sẽ hỏi “Quay về điểm gốc máy” các trục hay không?
Nếu hệ thống đã sẵn sàng thì ta nhấn “OK” để đồng ý. Nếu trường hợp cần về gốc máy (về HOME) lại thì nhấn nút “HOME”  sau đó ấn “OK” các trục sẽ tự động về “home” lại.
sau đó ấn “OK” các trục sẽ tự động về “home” lại.
Sau khi tất cả các trục đã về điểm gốc máy, lúc này chúng ta có thể lấy tâm vật liệu và tiến hành chạy máy.
Lưu ý: Trước khi máy hoạt động cần kiểm tra khí nén (nếu có), kiểm tra máy bơm nước làm mát hoặc bộ chiller giải nhiệt đã bật hay chưa , kiểm tra timer trong tủ điện đã đếm xong chưa. Tất cả đảm bảo yêu cầu thì bắt đầu quá trình về “home” và sét tâm vật liệu. Sẵn sàng để chạy file.
2. Chạy chương trình
a. Lấy tâm vật liệu.
Trước tiên, di chuyển các trục sao cho mũi dao đến vị trí cần sét tâm vật liệu. Sau đó sét tâm vật liệu bằng tổ hợp phím:
B1. Sét trục X bằng “0”: Nhấn tổ hợp “SHIFT” + “ 4”  để sét tọa độ X bằng “0” rồi nhấn “OK”. Tọa độ trục X lúc này sẽ là 0.000
để sét tọa độ X bằng “0” rồi nhấn “OK”. Tọa độ trục X lúc này sẽ là 0.000
B2: Sét trục Y bằng 0 thì nhấn “SHIFT”+”4”

Tiếp theo: nhấn  chuyển sang mục lựa chọn bên phải để sét tọa độ của Y bằng “0” rồi nhấn “OK”
chuyển sang mục lựa chọn bên phải để sét tọa độ của Y bằng “0” rồi nhấn “OK”
B3: Nhấn  để sét tọa độ Z bằng 0.
để sét tọa độ Z bằng 0.
B4: Sau khi đã Sét cả ba trục, nhấn “ORIGIN”  để nhấc lên độ cao an toàn. Ở đây Z sẽ tự động nhấc lên độ cao 10mm (giá trị này có thể thay đổi được trong phần cài đặt)
để nhấc lên độ cao an toàn. Ở đây Z sẽ tự động nhấc lên độ cao 10mm (giá trị này có thể thay đổi được trong phần cài đặt)
b. Mở file cần chạy
B1: Nhấn phím , di chuyển xuống mục “Quản lý file gia công” bằng cách sử dụng phím “X+” hoặc “X-”
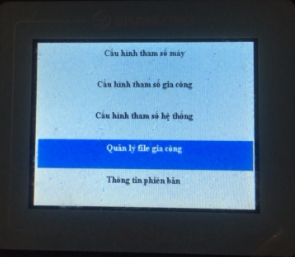
Nhấn “OK” để truy cập.
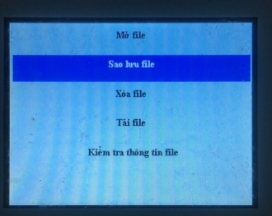
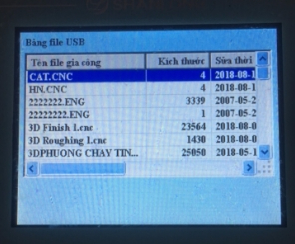
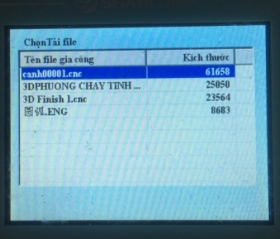
B2: Sử dụng phím “X+” và “X-“ để di chuyển lên xuống tìm đến mục “Sao lưu file”, ấn “OK” để vào. Tiếp theo chọn “Bảng file USB” để hiển thị toàn bộ file từ USB.

Khi ấn vào “Bảng file USB” sẽ hiển thị như hình ảnh sau:
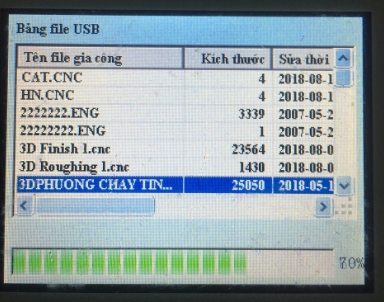
B3: Sử dụng “X+” và “X-“ để di chuyển lên xuống, di chuyển đến file cần chọn rồi ấn “OK” bộ điều khiển sẽ lưu file từ USB vào bộ nhớ trong của máy, đợi tải hết 100% là hoàn thành sao lưu file.
B4: Nhấn “CANCEL” để thoát ra bảng “Sao lưu File” rồi di chuyển xuống dòng “Tải File” nhấn “OK”
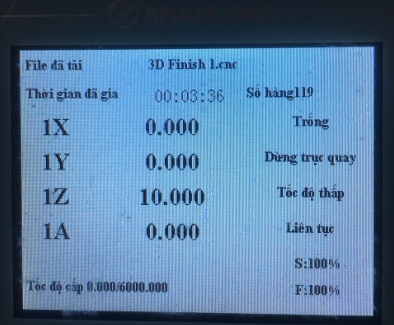
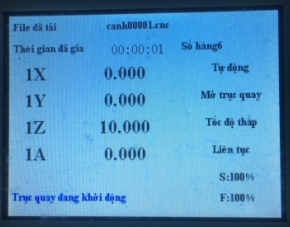
B5: Di chuyển đến file cần chạy rồi ấn “OK” để máy tải file, khi tải xong, bộ điều khiển sẽ tự động thoát ra ngoài màn hình chính như hình dưới dây.

c. Chạy máy.
Chú ý: Kiểm tra xem đã bật Spindle hay chưa, trước khi chạy chương trình. Không được tắt bật Spindle khi Spindle vẫn đang hoạt động.
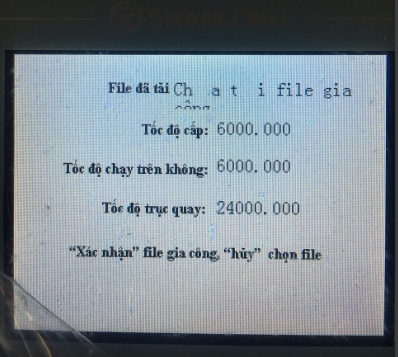
B1: Nhấn “RUN”  để chạy chương trình sẽ hiển thị như hình dưới đây:
để chạy chương trình sẽ hiển thị như hình dưới đây:

Cài đặt các thông số cho phù hợp với dao cụ và vật liệu cần gia công: Sử dụng phím “X+” hoặc “X-“ để di chuyển đến mục phù hợp. Cài đặt theo ý muốn.
B2: Nhấn “OK” bắt đầu chạy chương trình.
Trong quá trình chạy, có thể điều chỉnh tốc độ chạy: Nhấn “Y+” hoặc “Y-“ để tăng giảm tốc độ sao cho phù hợp.
d. Chạy tiếp khi mất điện hoặc tạm dừng.
- Khi muốn tạm dừng máy nhấn phím “PAUSE”  khi cần chạy tiếp ấn “RUN”
khi cần chạy tiếp ấn “RUN”  , máy sẽ tiếp tục gia công.
, máy sẽ tiếp tục gia công.
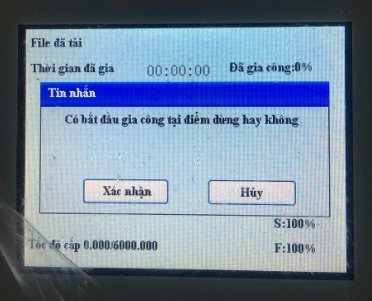
- Khi dừng hẳn hoặc khi mất điện, nếu muốn chạy tiếp từ điểm dừng máy ấn tổ hợp phím “SHIFT” + “ 9 “  bộ điều khiển sẽ hiển thị như hình ảnh dưới.
bộ điều khiển sẽ hiển thị như hình ảnh dưới.
Nhấn “OK” để xác nhận gia công lại từ điểm dừng máy.
- Chạy file từ dòng lệnh bất kỳ:
Nhấn phím “ 9 ”  để chọn “Chọn vùng gia công”.
để chọn “Chọn vùng gia công”.

Nhấn “OK” để truy cập.

Lựa chọn số thứ tự của dòng lệnh bắt đầu và dòng lệnh kết thúc. Sau khi đã chắc chắn: Nhấn phím “RUN”  máy sẽ bắt đầu chạy từ dòng lệnh đó.
máy sẽ bắt đầu chạy từ dòng lệnh đó.
Chú ý: Nếu nhấn “RUN” bộ điều khiển không chạy lại thì load lại file và thức hiện lại quá trình chạy dòng lệnh.
3. Tắt máy
Khi không sử dụng chúng ta tắt máy CNC lần lượt theo các bước sau: Nhấn nút dừng khẩn, tắt nút nguồn động lực cung cấp cho biến tần, driver. Tiếp theo ngắt CB tổng của máy.